I had fitted up the hotend, wired everything up and was good to go. I fired up Bernard, opened pronterface and set the temperature to 185 (the pronterface default for PLA). I loaded some feedstock into the extruder (not easy with all those springs) and ran it forwards until it was down in the barrel. I waited for the hotend to come up to temperature - this took a while, but I was expecting that as the mass of this hot end is fairly large.
Once at temperature, I tried to extrude. The result: a little dribble of filament, and nothing more. I tried again and this time was rewarded with the following:
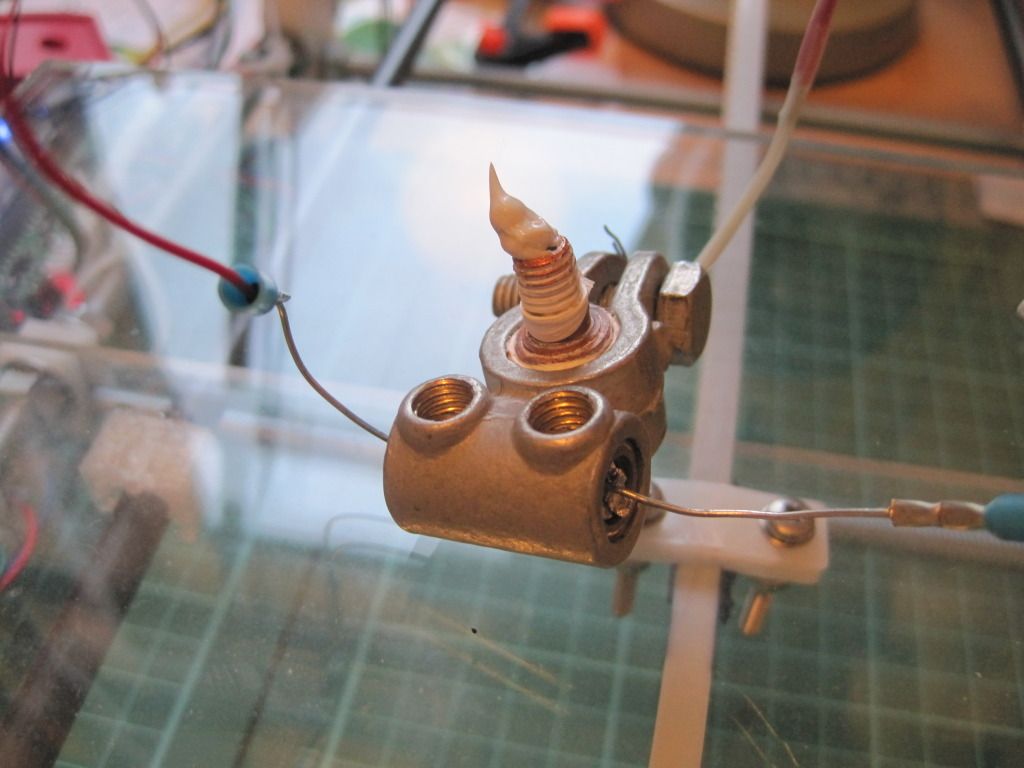
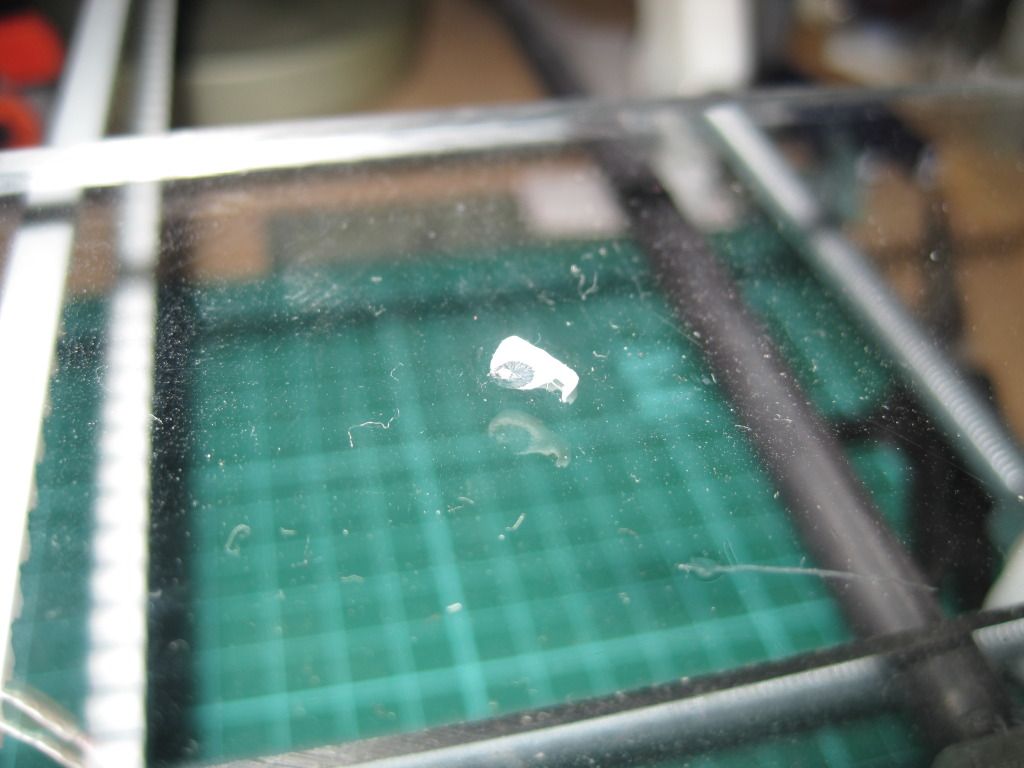
The PTFE had failed, and dropped the hotend, still at temperature, onto the bed. To be fair, I was expecting this to happen (apparently it always does) but had expected more printing time from it! I lifted the Z axis - this would let the hotend hang in mid air to cool down. It left this smear of PLA bonded to the acrylic:
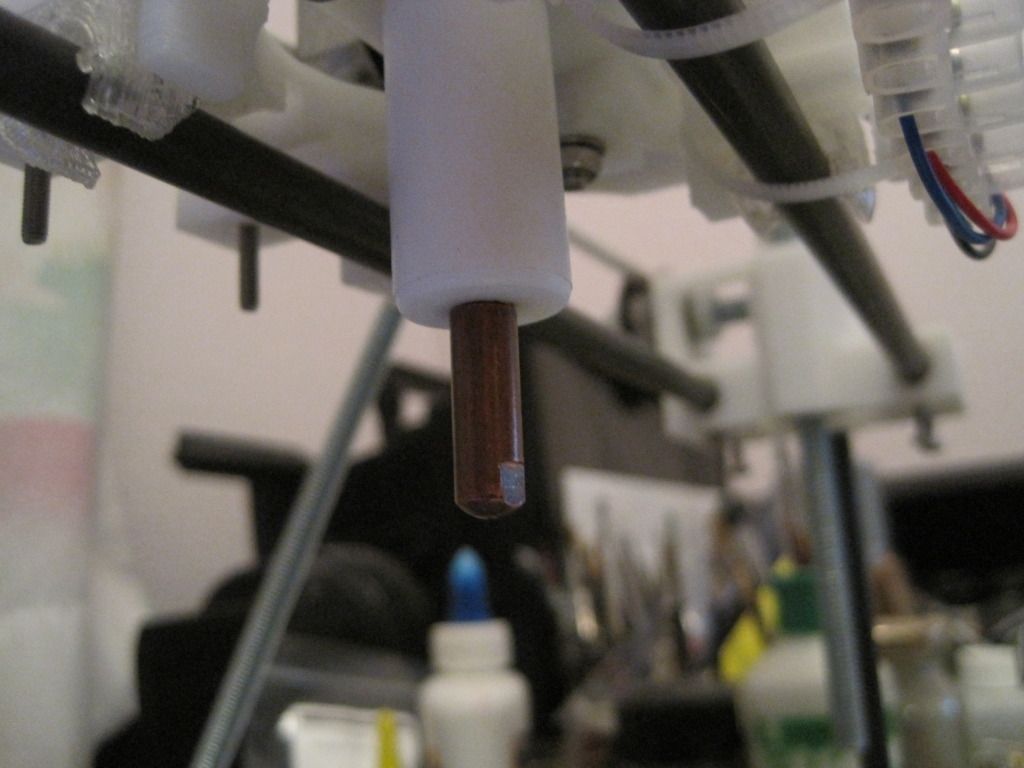
Here is the end of the feedstock:
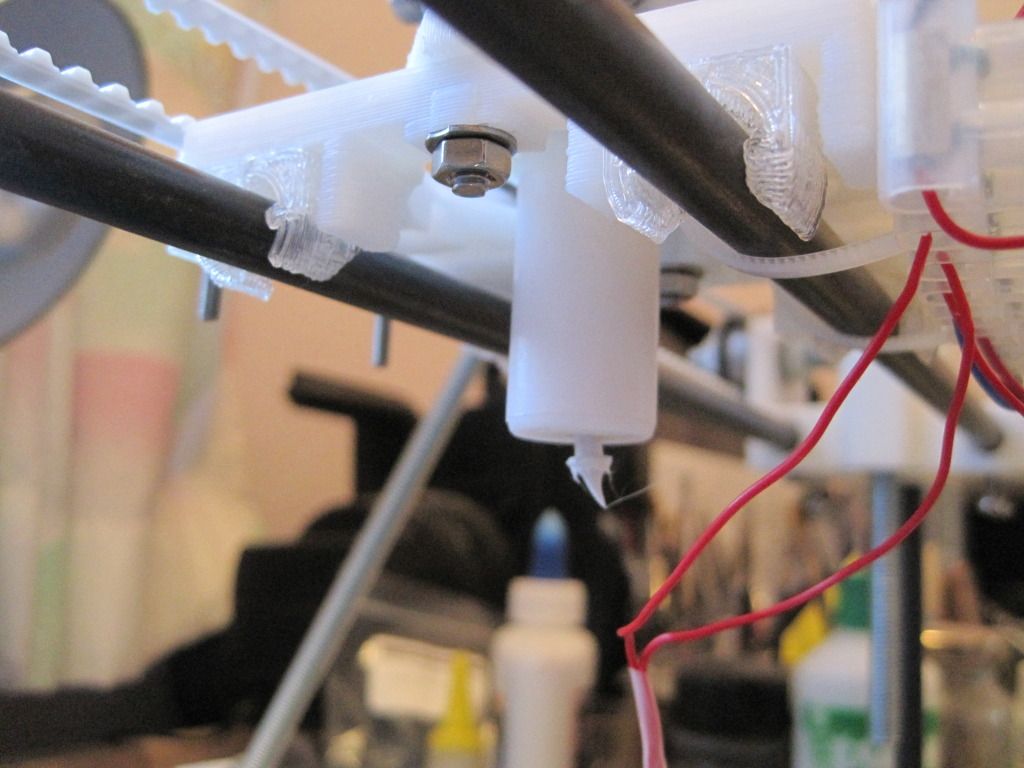
Looks like the PLA may have expanded into a gap, and the resulting pressure forced the nozzle out of the PTFE. Interestingly another MIG tip screwed into the barrel ok, although it was a little loose at the start:
I put everything back together, optimistically hoping it would hold up OK. It didn't and rapidly failed again in the same way, which is fairly obvious now.
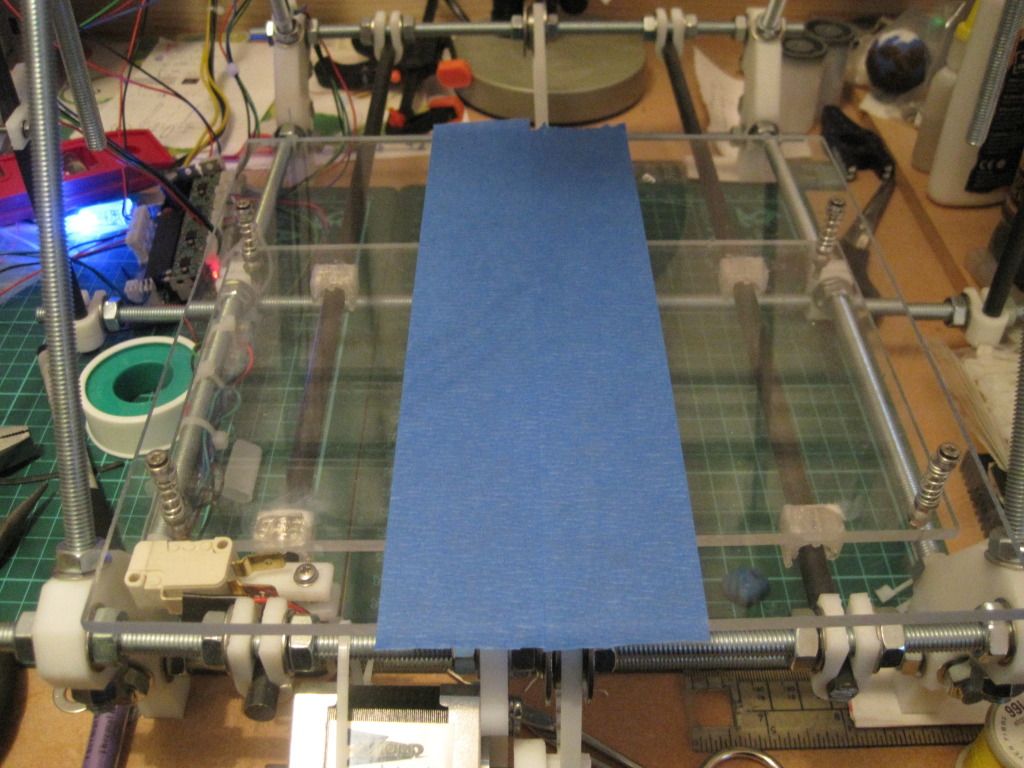
I took the extruder apart, and replaced the PTFE with one of the failed ones from before, that I had re-tapped to M6. This had a straight-through bore of 5mm. In anticipation of actually printing something, I added some blue tape to the printbed:
I realise now that it was pretty silly to use a large bore PTFE barrier, but I had been reading Nopheads thoughts on tapered expansion zones, and wondered if the same effect could be achieved with the larger bore.
Things actually looked pretty good for a few moments once it was up to temperature. It extruded filmant ok, and so I loaded up the STL for a 20mm cube and pressed the "print" button - a scary moment! I got the following, before another failure:

Predicatbly it failed again. what was interesting though was the feedstock in the barrel - instead of buckling, it had curled up as it warmed up and was pushed downwards, leading to a melt zone that was seemingly viable, albeit for a short period of time.
I repaired it again, with another for the failed barrels, and managed to get the following before the next failure:
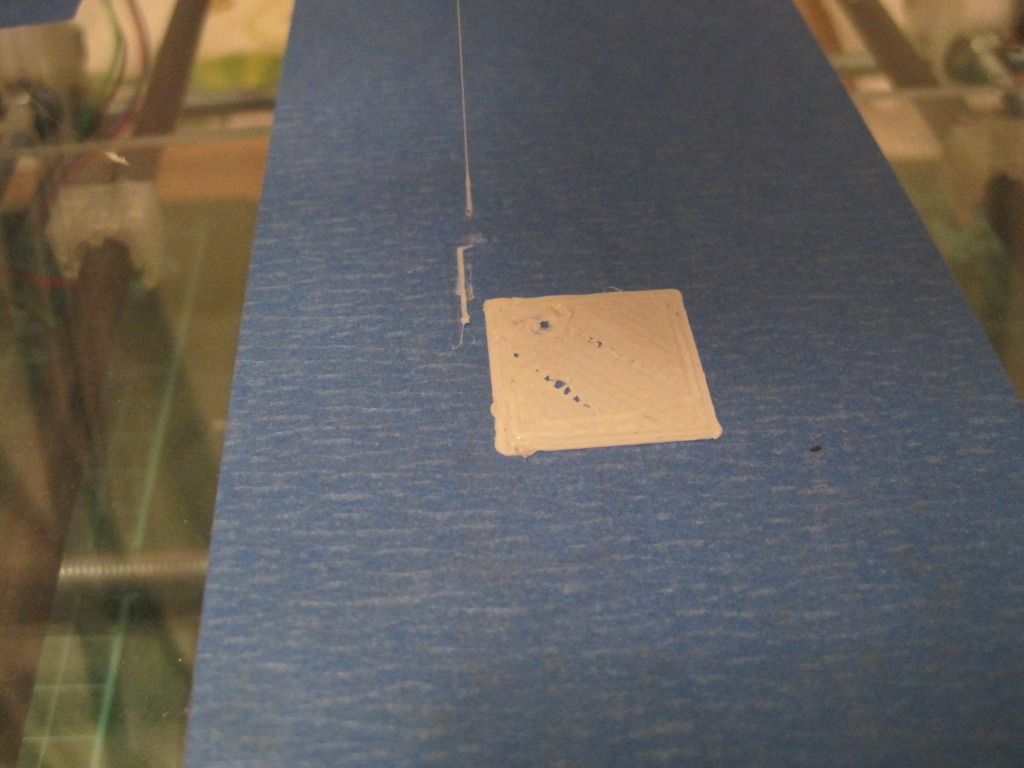
Its square and kinda filled in - almost a success! It is only one and a half full layers, and the infill looks off, but that's to tweak another day.
Spurred on by this success, I went back to the garage and drilled and tapped the opposite end of one of the failed barriers. I drilled this one to 4.8mm (less than the recommended tapping size of 5mm) to try and get deeper threads, and I only tapped three quarters of the thread - I used a mig tip to thread-form the rest, such that it matched the thread exactly.
Surely this ultimate barrier wouldn't fail?
You'll have to wait till next time to find out, as I haven't downloaded the pictures yet!