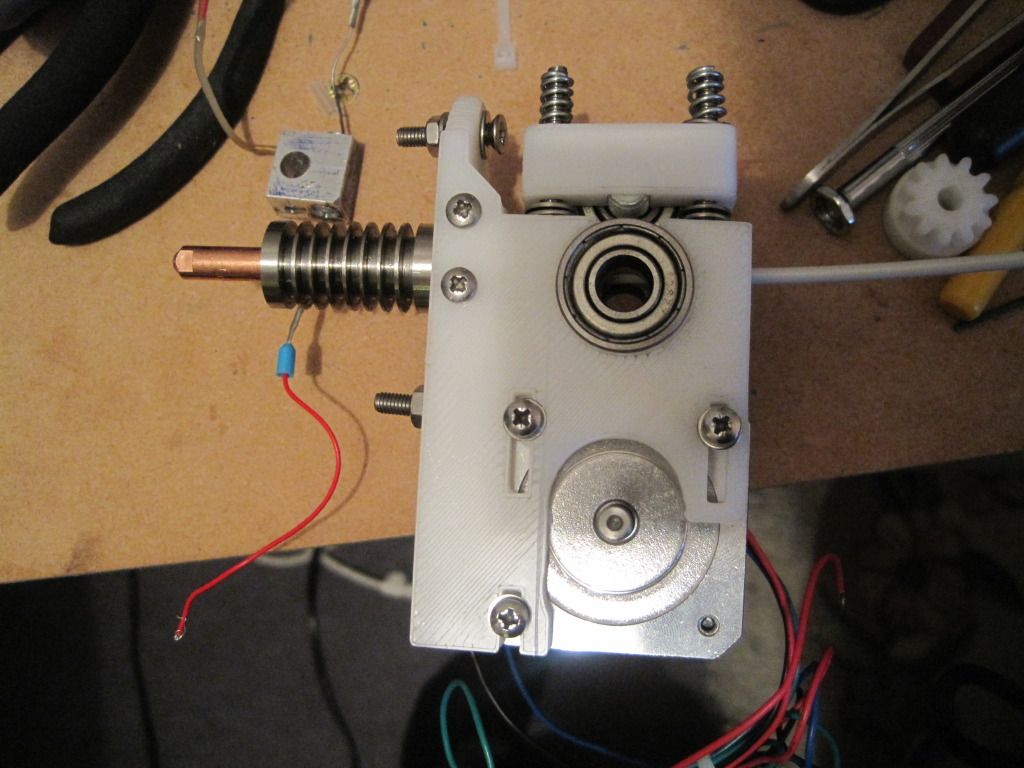
When I last posted, the printer had just printed its first proper part, and as a reward had gone on holiday to the garage over Christmas. Whilst in the garage, I decided to tackle one of those issues that had bugged me from the moment I installed the bed. Here's what I'm talking about:
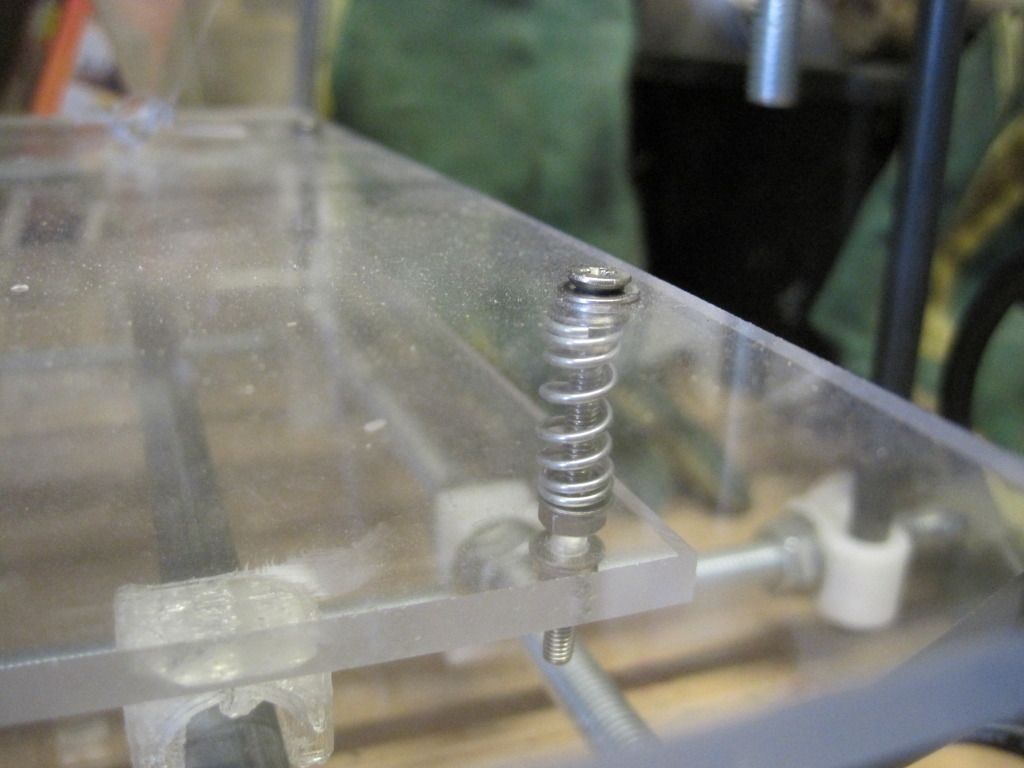
The heads of the screws that hold the bed in place stand proud of the bed surface. Sticking up like this annoyed me, as I couldn't use the maximum size of the printbed, but also because they represent a threat of collision with the head - something I only discovered by doing it!
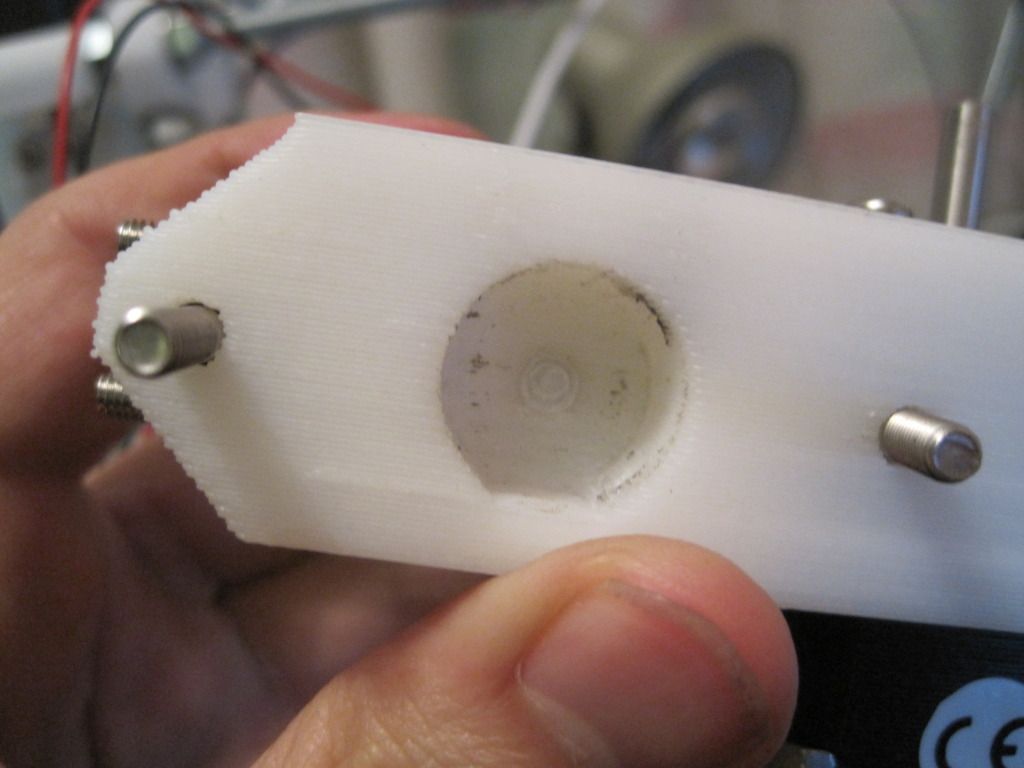
I removed the printbed and used a hand countersinking tool to recess the screw heads:

That's much better:

This was all in the middle of January. Jump forward to mid February, and the printer is back on my workbench and I'm starting to iterate towards some decent print settings. I've started using the most awesome slic3r as my gcode generator, as it is simple to set up and seems to produce good prints. If you haven't tried it yet, it's well worth it. It seems as if the strangely shaped cube in my last post was a result of skeinforge - I don't know what happened, but slic3r is giving good prints so I' gonna stick with it.
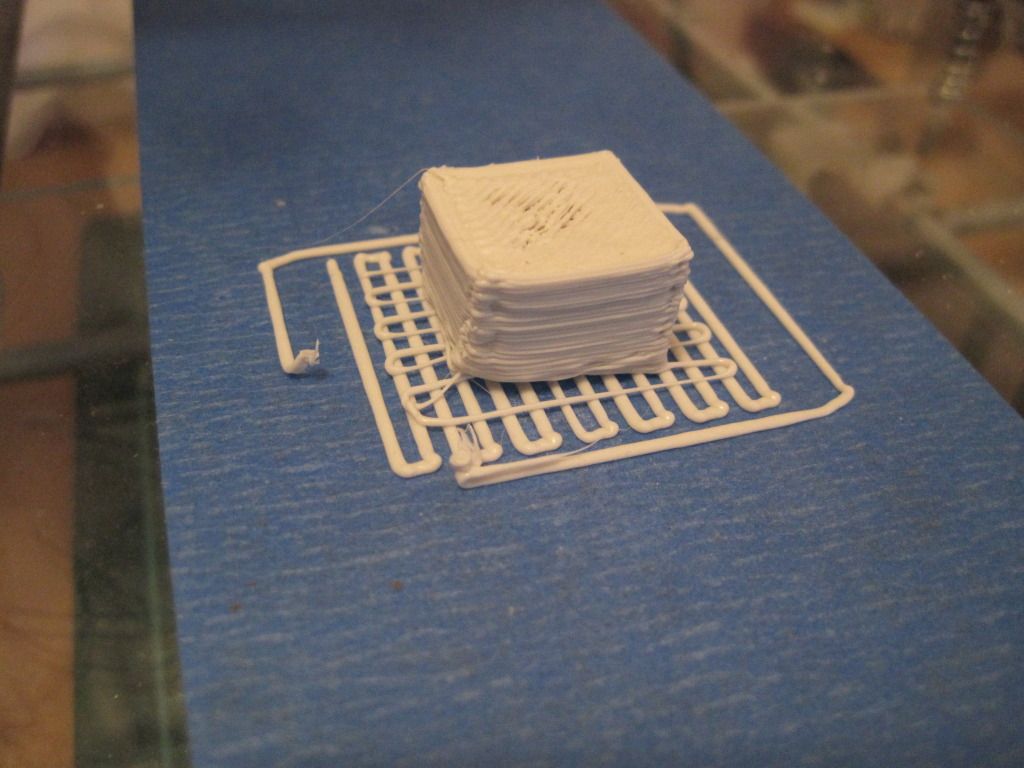
The following photo shows some of the cubes I printed to start getting the settings correct. As you can see, they start off awful on the left, and get better as I reduced the layer height and nozzle size in slic3r. I also changed the size of the cube from 20x20x20 to 20x20x10 and then 20x20x5 as it was possible to tell how good the settings were without needing to take the time of building the full height.
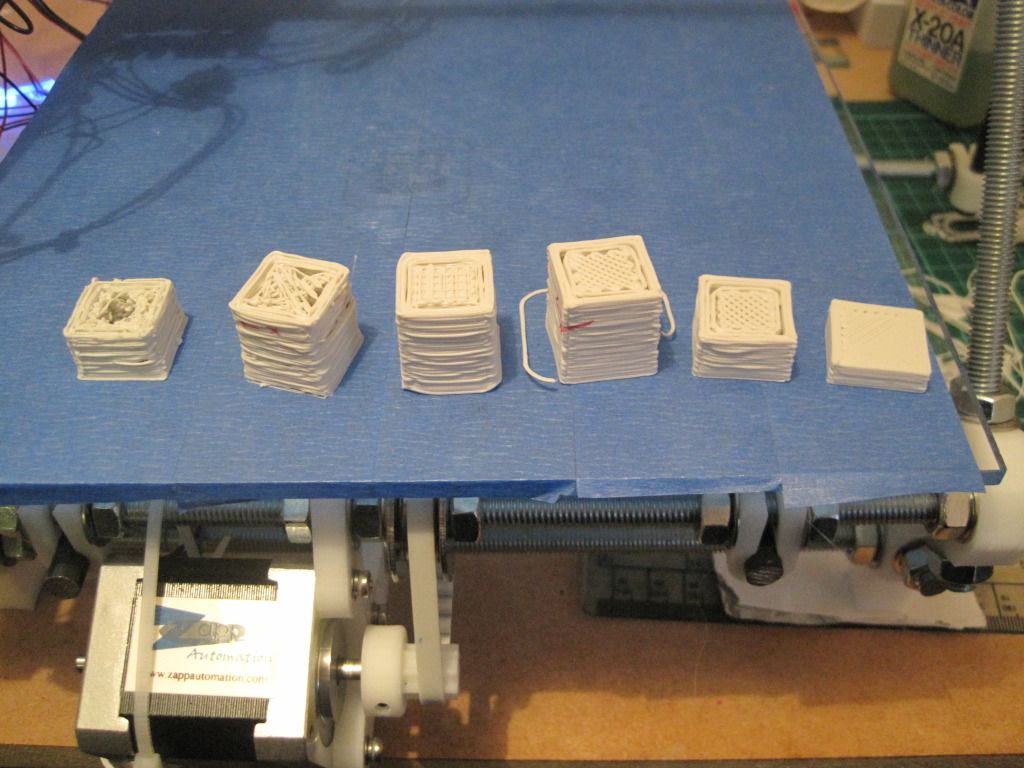
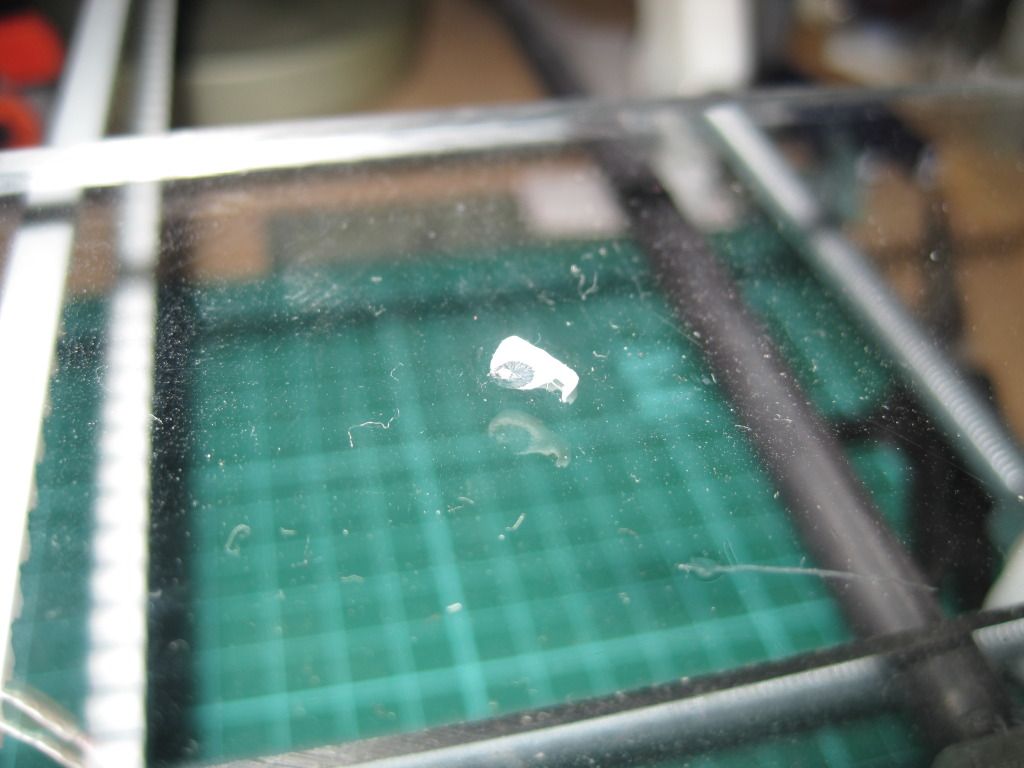
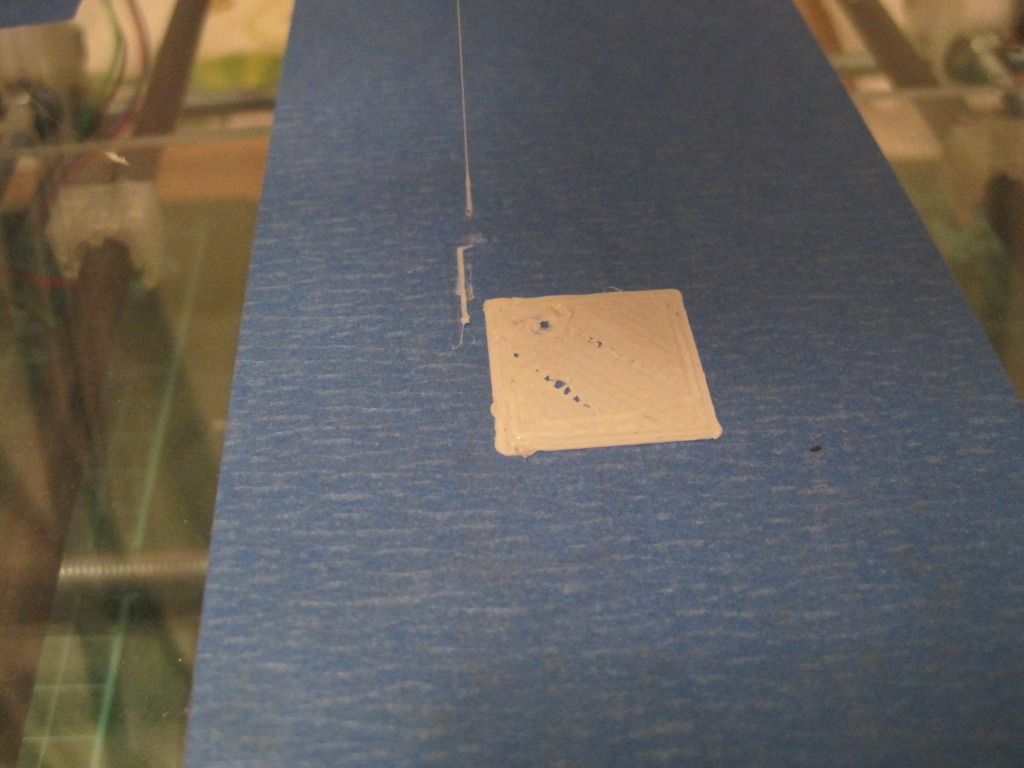
The settings that I have settled on (for now) are: Layer height of 0.3mm, perimeter speed of 30mm/s, a temperature of 220C and a bottom layer height ratio of 0.7. I'll include a full slic3r config file at the bottom of this post with the complete settings in, for anyone who is interested (or would like a starting point). This resulted in the final cube on the right, which looks like this close up:
 |
| This cube was printed with a nozzle size of 0.45, which is a bit big still hence the poor fill on the top layer |
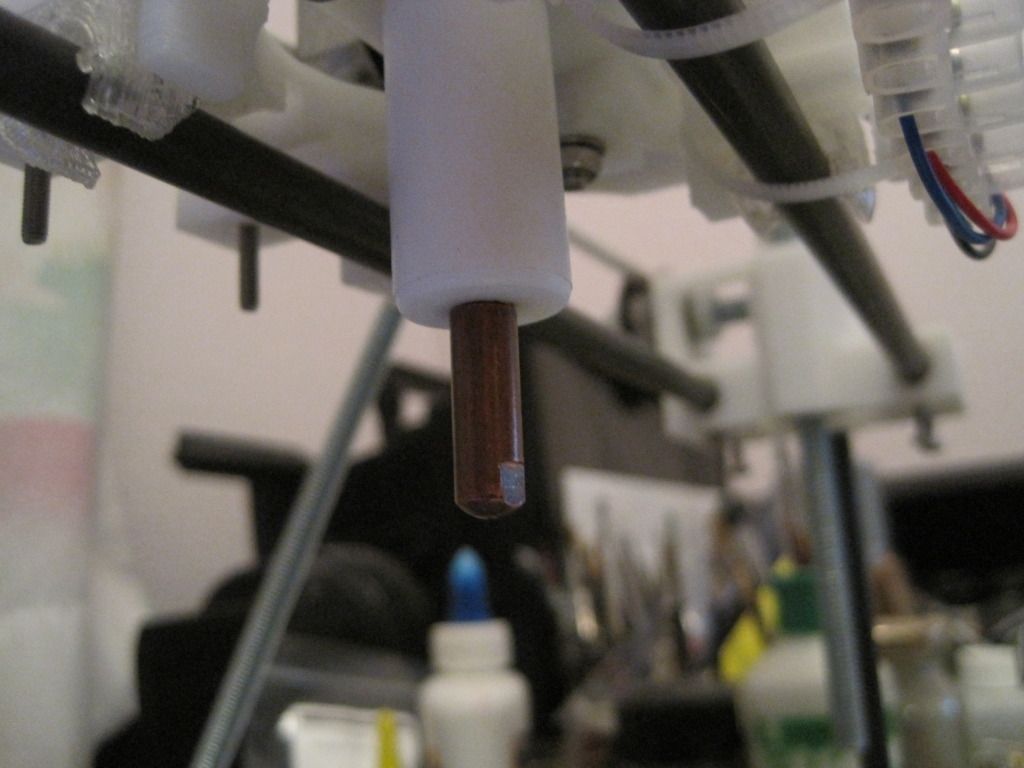
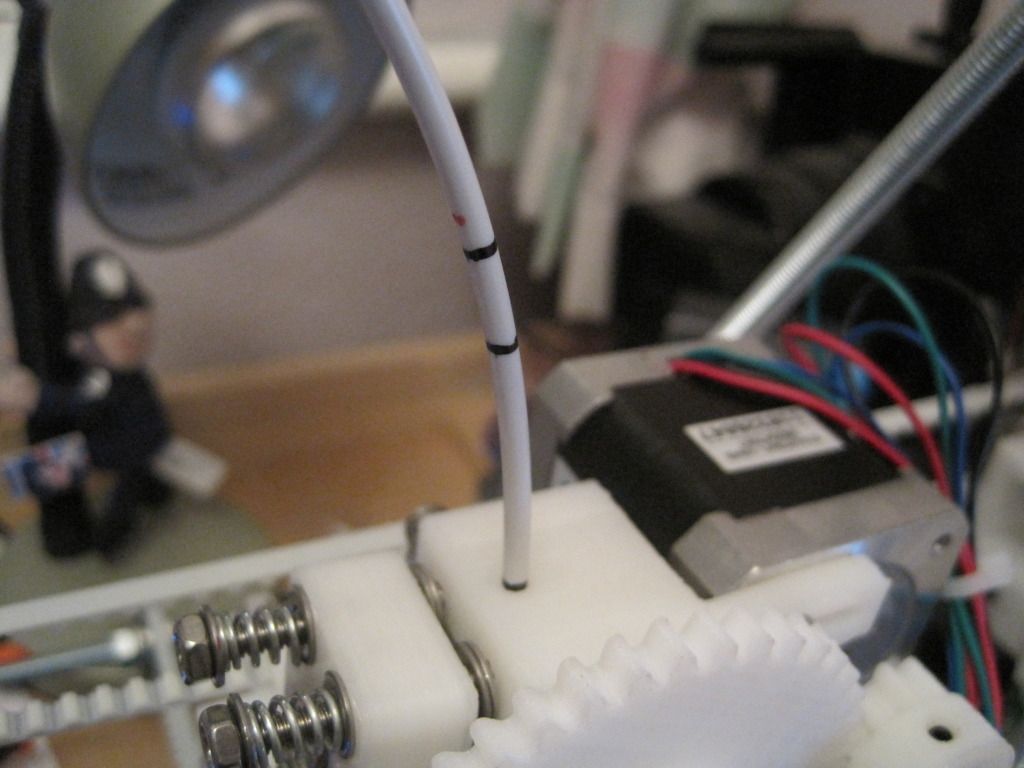
Tuning of the first layer height ratio took a long time, and seemed inconsistent (and I know why now - will come to that in a later post). This photo shows the consequences:
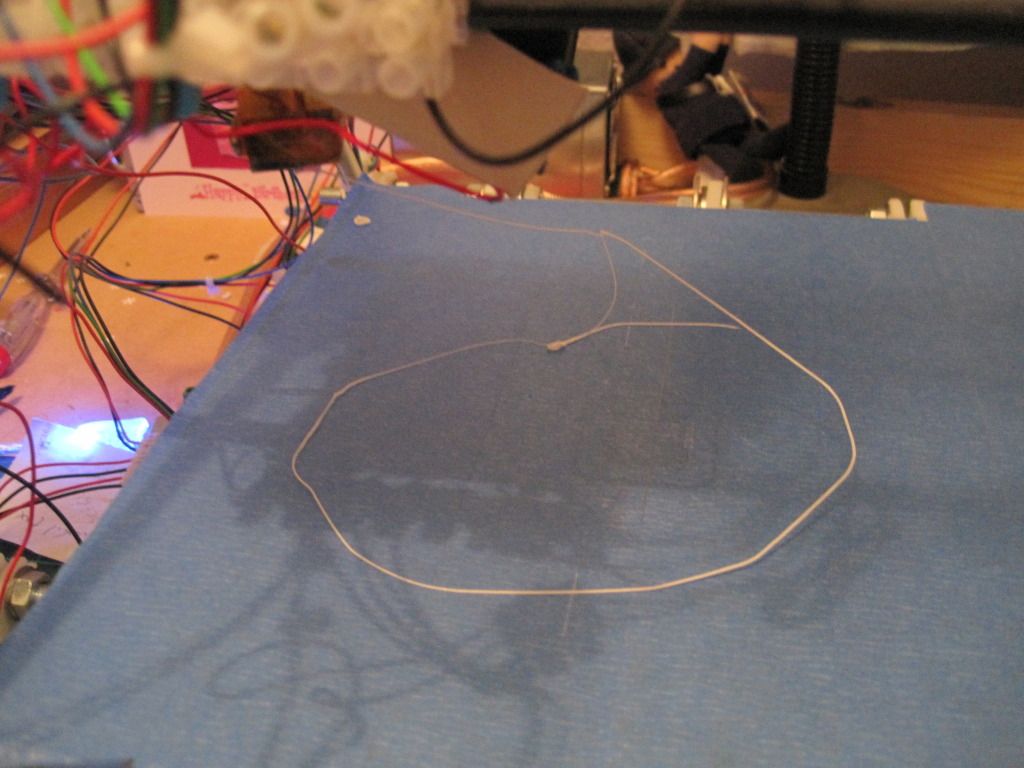
The first layer was too high, and came unstuck - the was the skirt, before the first layer of the object went down!
At this point, my feedstock (3mm "Architects Stone" PLA from Faberdashery) was being stored in the box it came in, on the floor, and being unrolled by hand as I was printing. It looked as if there was some tension on the feedstock and consequently on the X-carriage. I decided a filament spool was the first upgrade I ought to print, and so went off to thingiverse and downloaded http://www.thingiverse.com/thing:8317 and http://www.thingiverse.com/thing:10254.
I figured I'd try to print the arms of the spool holder first. In the immortal words of the Top Gear team, how hard could it be?
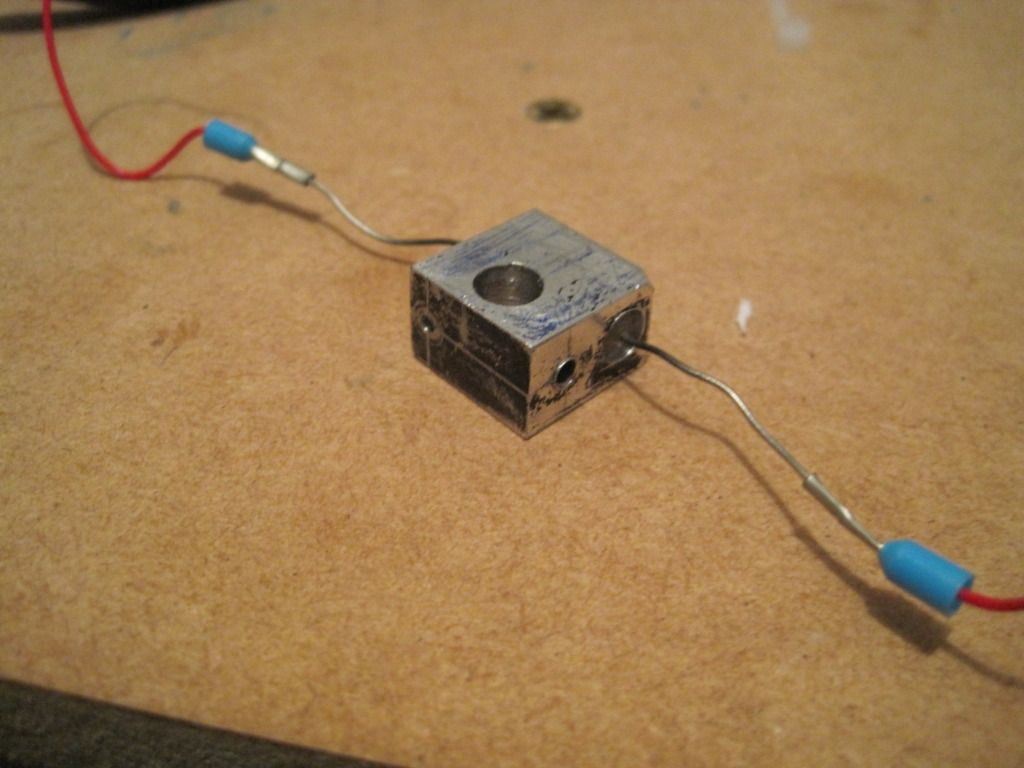
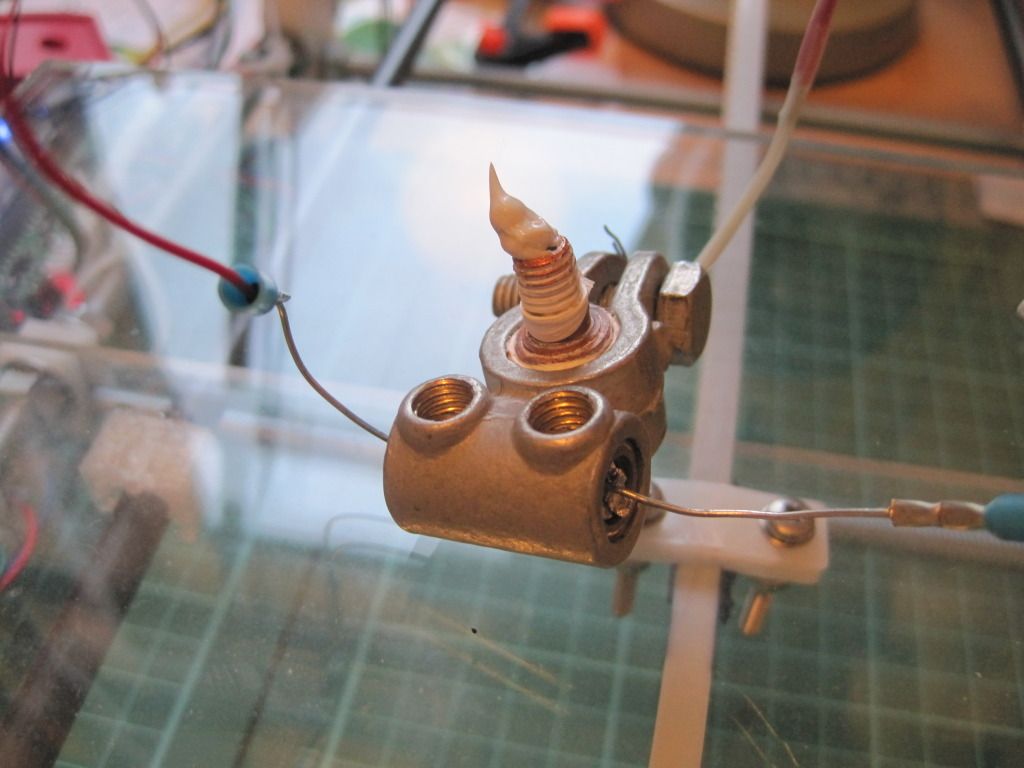
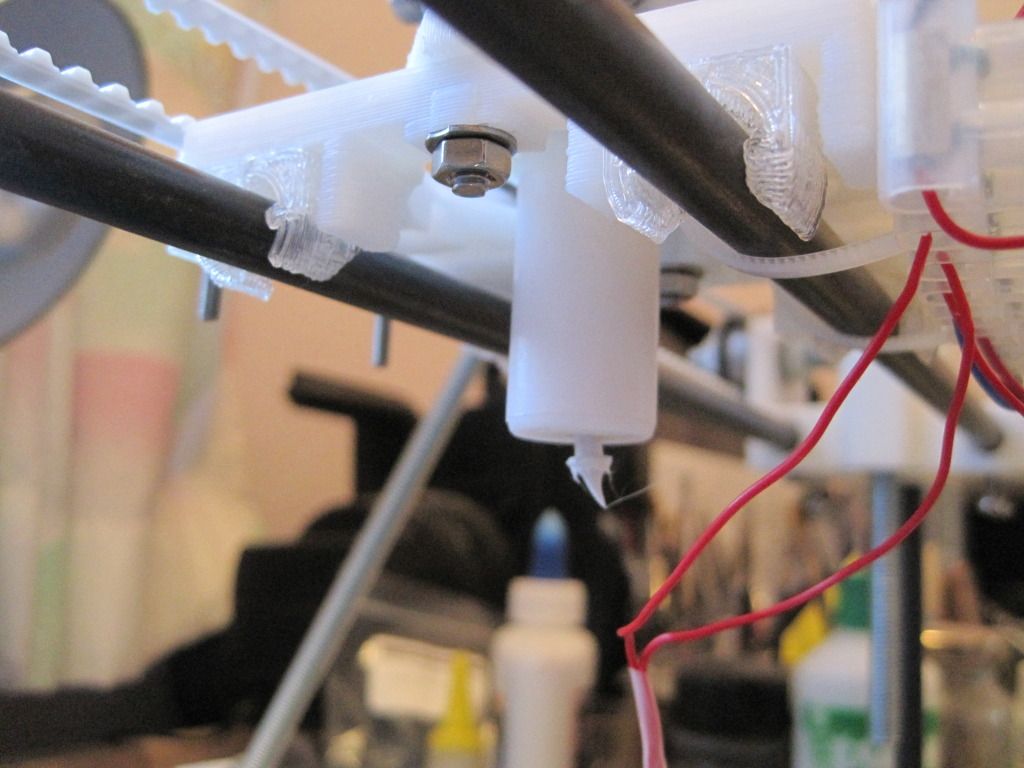
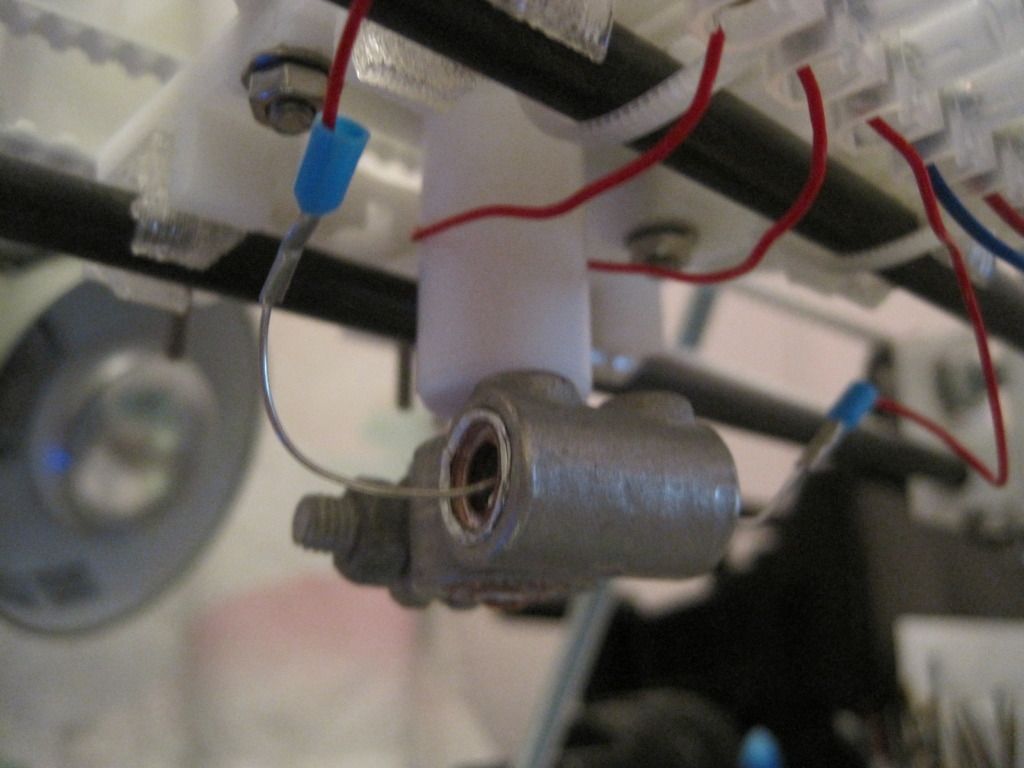
Pretty hard, as it turns out. Not only did I have to contend with varying height ratios for which there was no cure (I must have levelled the bed 3 or 4 times, grrr!) but also I had not 1 but 2 cabling breaks, right here at the main terminal block on the carriage:

The heater power wire had broken! The printer is wired with single-core cable, and it broke here as there is no strain relief. I've added some loops of cable to all the wiring now, to try and prevent this from happening again. I also had a thermistor wire break, at the same place. Thankfully this caused the printer to fail safe, with either pronterface or the firmware switching the heater off.
Here is a rather poor photo of an arm in progress:
Finally I got my first parts off the machine - the feeling of having actually made something is fantastic!
So, up next - more parts for the spool holder, more problems and more resolutions!
Example slic3r config, as used in april 2012:
bottom_layer_speed_ratio = 0.2bridge_flow_ratio = 1bridge_speed = 60duplicate_distance = 6duplicate_x = 1duplicate_y = 1end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nG28 Y0 ; home y axis\nM84 ; disable motorsextrusion_axis = Eextrusion_multiplier = 1extrusion_width_ratio = 0filament_diameter = 2.86fill_angle = 45fill_density = 0.5fill_pattern = rectilinearfirst_layer_height_ratio = 0.7g0 = 0gcode_arcs = 0gcode_comments = 0infill_every_layers = 1infill_speed = 40layer_height = 0.3nozzle_diameter = 0.4output_filename_format = [input_filename_base].gcodeperimeter_speed = 30perimeters = 2print_center = 100,100retract_before_travel = 0.5retract_length = 3retract_lift = 0retract_restart_extra = 0retract_speed = 30rotate = 0scale = 1skirt_distance = 12skirt_height = 1skirts = 2small_perimeter_speed = 30solid_fill_pattern = rectilinearsolid_infill_speed = 30solid_layers = 3start_gcode = G28 ; home all axes\nG92 E0 ;reset extruder\nG1 E3 F1200 ;Prime extruder 3mm\n;G1 E2 F1200 ;retract extruder 1mm\nG92 E0 ;reset extrudertemperature = 220travel_speed = 130use_relative_e_distances = 0z_offset = 0